Fri, 23 October, 2020
Laser riveting: an innovative technique for dissimilar composite to metal joining
......
Bowei Li received his MSc in Mechanical Engineering from Brunel University London in 2018, after completing a BEng in Mechanical Design, Manufacturing and Automation from Xi'an University of Science and Technology.
He started his PhD with Brunel University London in February 2019, and his research topic is 'Laser riveting: an innovative technique for dissimilar composite to metal joining' in collaboration with TWI Ltd and NSIRC. This research aims to create a dissimilar joint between composite and metal, by laser-based metal wire deposition application.
TWI is an independent research and technology organisation that was founded by The Welding Institute in the 1940s. Originally specialists in welding and joining, the organisation today is seen as a global centre for structural integrity and life integrity management.
Bowei's extend conference abstract
In the transport sector, there has been a recent emphasis on the practice of ‘light-weighting’ in which engineers attempt to reduce the overall weight of structures in order to:
- Meet emission targets and standards as required by both national and international legislation and policy
- Improve the fuel economy of the vehicle and reduce costs for the owner
- Meet the public’s environmental expectations of the sector.
The main way in which manufacturers minimise the weight of transport structures is by selecting higher strength construction materials to use. Such materials are not only metallic; there are also non-metallic materials: Carbon Fiber Reinforced Polymer Composites (CFRPs), such as PEEK, which can be used in conjunction with their metallic counterparts, to create materials that are both lightweight and tailored to their purpose. However, despite the benefits of integrating CFRPs with metallic materials, there are a number of issues relating to the manipulation and joining of these very different materials.
TWI has developed a technique it has termed ‘laser riveting’ which offers a quicker, cheaper, more flexible and more effective way to circumvent the limits of existing mechanical fastening techniques.
Design and approach
The final aim of this research is to create a dissimilar joint between composite and metal. In this case, the project consists of two main research progresses: laser metal wire deposition (LMWD) to build a solid rivet on the metal substrate, and dissimilar joining to interlock composite sheet to the metal substrate. The different metals (titanium, aluminium, and steel) will be used to create dissimilar joints with CFRPs after designing and developing the experiment. Several analyses will be conducted including, but not limited, to metallurgy, strength and fatigue tests. For the numerical analysis, an ABAQUS simulation of laser riveting will be applied in this project.
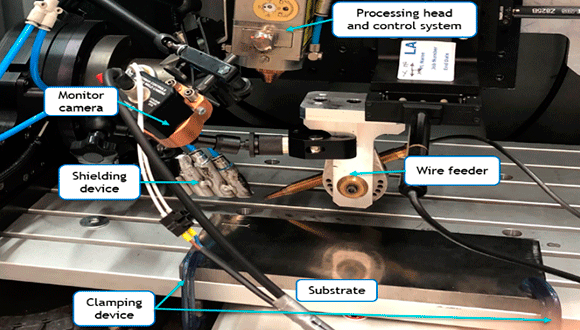 Fig 1.LMWD-processing-system-setup.
Fig 1.LMWD-processing-system-setup.
So far, the main investigation on the first research progress, LMWD, has been completed. This focuses on the cylinder building in three areas: wettability checking, feasibility study on Ti6Al4V, and parametres control both on 304 stainless steel and AA 60601 deposition. Some trials of dissimilar joining for steel to alumininium have been tested and analysed at the end of this phase. LMWD experiment processing system shows in Fig 1.
In the feasibility study of cylinder building, two different shapes were explored. In both cases, because of the limited deposition rate, one single layer of material was not sufficient to build a cylinder. Thus, each cylinder was manufactured by depositing a certain number of layers onto the substrate. Two different path strategies were adopted for depositing the material in each layer: the 3-arcs and full circle path strategies.
After the processing parameteter control and improvement trials of steel deposition have been conducted, targets on the key factor of industry-productivity-time shorten. Through the processing parameters control, different deposition strategies have been designed: high speed (HS) deposition by increasing the speed and reducing the cooling time, then a new continuous deposition method (Con) developed which removed the cooling step between layers. Results are compared in the next paragraph.
Initial findings
1. Feasibility check for cylinder deposition of Ti6Al4V:
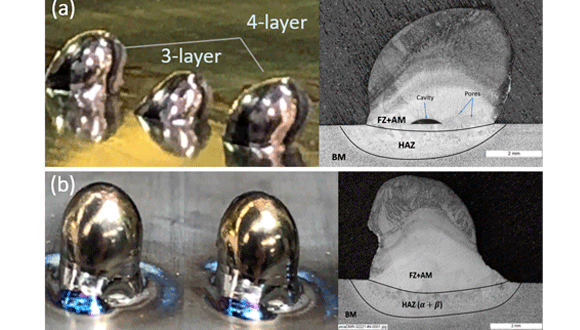 Fig 2. Multiple layers Ti6Al4V cylinder deposited by LMWD applied with a 3-arc path and (b) full cycle deposition path.
Fig 2. Multiple layers Ti6Al4V cylinder deposited by LMWD applied with a 3-arc path and (b) full cycle deposition path.
2. Parametre control and improvement of stainless steel cylinder deposition:
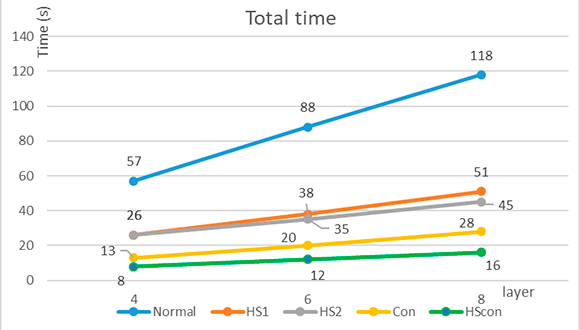 Fig 3. Total processing time results from the comparison of different deposition methods.
Fig 3. Total processing time results from the comparison of different deposition methods.
3. Initial trials of dissimilar joining for aluminium to steel:
 Fig 4. The dissimilar joint trial of steel and alumininium plates.
Fig 4. The dissimilar joint trial of steel and alumininium plates.
Discussion and conclusions
In the preliminary stage of this research, single layer cladding and multiple layer deposition experiments were conducted using 3-arc path and full circle path strategies respectively. Both results proved the feasibility of the cylinder building based on the laser wire deposition method in the micro-scale (circle radius from 500μm to 1.5mm).
Although, the multiple layers were successfully implemented in the two path strategies, the results still demonstrated flaws in the single cladding, and a build angle issue while building the 3-arc path layered deposit, Fig 2(a). This issue was solved by changing deposited mass, which allowed successful deposition of proper geometry with desirable microstructure, Fig 2(b).
In the multiple layer deposition of steel trials, several deposition methods were developed by adjusting different processing parameters, which include but are not limited to, power, travel speed, cooling time and deposition path strategy. The initial feasibility trial is refered to as normal deposition (baseline), which was used as the benchmark for deposition procedures in order to reduce the processing time. These included high speed (HS 1&2) and continuous spiral deposition (CON). The outcome was a reduction in the overall deposition time by 85%, while delivering similar mechanical and metallurgical benefits.
In the development of the LMWD process, the variation of processing parameters such as shielding gas position, wire feed and retraction speed was found to be critical for build height and geometry adjustment.
Future plan/direction
1. Joints development
The build process and procedures developed so far will now be taken forward to develop a disimilar joint between a composite sheet and a metal substrate. A mechanical joint performance experiment will also be carried out to discern and understand the major performance variables from the laser riveting process.
2. Evaluation of joints
After the joints are completed, results analyses, i.e., high-speed video and wettability, will be conducted to research the material’s behaviour when undergoing laser riveting, in order to develop a deeper understanding of the process.
3. Numerical modelling
For some of the lab experiments, a numerical simulation will be developed and built to calibrate the results, assist the experimental investigation and better predict how the process will work under different conditions.
......
Other articles that readers also visited: